
language
English
العربية
বাংলাদেশ
Български
Hrvatski
Česky
Dansk
Nederland
 Esperanto
Esperanto
Slovenski
Filipino
Suomi
Français
Maori
 Shqiptare
Shqiptare
Georgian
 Euskara
Euskara
Deutsch
Ελλάδα
ישראל
इंडिया
Magyarország
Ísland
Indonesia
Irlanda
Italia
日本語
Sovensko
Հայաստան
한국
Kyrgyz
ປະເທດລາວ
 Zulu
Zulu
Latvian
Lithuanian
Luxembourgish
 Latinus
Latinus
Macedonian
Малайская
Maltese
Монгол улс
 Cymraeg
Cymraeg
ဗမာ
 தமிழ்
தமிழ்
नेपाल
Norge
ایران
Polska
Portugal
România
Российская
Србија
 Slovak
Slovak
Србија
 Slovak
Slovak
Bosanski
Slovenian
Беларус
España
Sverige
Точик
ประเทศไทย
Türk
Azərbaycan
Uzbek
 Afrikaans
Afrikaans
Việt Nam


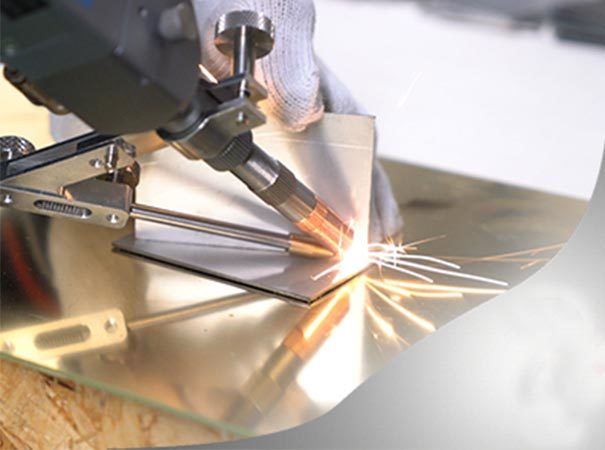
激光焊接机可以焊接哪些材料?
激光焊接机以其精度、速度和多功能性而闻名,能够焊接各种各样的材料。直接回答你的问题: 激光焊接机可以有效焊接大多数金属和合金、某些类型的塑料,甚至不同材料的组合。
激光束的高能量密度和精确控制,使得焊接那些使用传统方法难以或不可能焊接的材料成为可能。下面,我们将探讨激光焊接的材料、工艺、应用和重要注意事项。

激光常用焊接材料
金属和合金:
激光焊接擅长焊接金属材料,包括:
- 不锈钢: 各种等级的不锈钢都易于焊接,可以生产出高质量、高强度的接头,通常用于医疗、食品级和航空航天应用。
- 碳钢: 低碳钢和高碳钢都可以焊接,但高碳钢可能需要预热或后热处理以防止开裂。
- 铝合金: 由于其高反射率和高导热率,焊接铝合金具有挑战性,但激光器(尤其是光纤激光器)可以有效地焊接许多铝合金,这在汽车和航空航天领域至关重要。
- 钛合金: 由于其反应活性,钛合金非常适合激光焊接。该过程通常在惰性气体保护下进行,可产生用于航空航天、医疗植入物和化工处理的牢固、清洁的焊缝。
- 铜合金: 与铝类似,铜的高反射率和导热率也带来挑战,但特殊的激光参数和技术可以实现成功的焊接,这对于电子和电气元件至关重要。
- 镍合金(例如,Inconel,Hastelloy): 这些用于极端环境(温度、腐蚀)的高性能合金非常适合激光焊接。
- 贵金属: 金、银和铂金可以精确焊接,热量输入最小,这对于珠宝制作和修理至关重要。
塑料:
激光焊接并不适用于所有塑料,但它对某些 热塑性塑料 非常有效。最常用的方法是 透射激光焊接 ,其中一层塑料对激光波长透明,而下层则具有吸收性。激光穿过顶层,加热界面处的吸收层,并将两种材料熔合在一起。常见的例子包括:
- 聚碳酸酯 (PC)
- 丙烯酸 (PMMA)
- 聚丙烯 (PP)
- 聚酰胺 (PA)
- ABS
不同材料:
激光焊接的一个显著优势在于它能够连接某些不同材料,尽管需要仔细控制参数并了解冶金学知识。示例包括:
- 铜到不锈钢
- 钢到镍合金
- 某些金属到特定塑料(不太常见,需要专门技术)
激光焊接工艺和技术
激光焊接并非单一技术,而是根据所需的功率密度和预期结果包含几种方法:
- 传导模式焊接: 使用较低的功率密度。激光束将材料表面的温度加热到其熔点以上,但低于汽化点。热量传导到材料内部,形成宽而浅的焊缝,表面通常光滑。适用于美观焊缝或连接不需要深穿透的薄材料。
- 关键孔模式焊接(深熔透): 使用高功率密度。激光束迅速将材料表面加热到其汽化点,形成一个充满金属蒸气(等离子体)的空腔(关键孔)。当光束移动时,这个关键孔允许激光能量深入材料内部,从而形成窄而深的焊缝,具有高纵横比。非常适合连接较厚的工件或获得牢固的结构键合。
- 混合激光电弧焊 (HLAW): 将激光焊接与电弧焊接工艺(如 MIG/GMAW 或 TIG/GTAW)相结合。这利用了激光的深熔透能力以及电弧焊接的跨隙能力或填充金属添加能力,通常可以提高速度并提高对接头配合变化的耐受性。
应用和行业
激光焊接的多功能性使其广泛应用于众多领域:
- 汽车: 车身面板、底盘部件、动力总成部件、电动汽车电池外壳和连接件、安全气囊。
- 航空航天: 发动机部件、结构元件、传感器组件。
- 医疗设备: 手术器械、起搏器、植入式设备(钛外壳)、诊断设备组件。
- 电子产品: 电池焊接、传感器外壳、微电子元件连接、连接器引脚。
- 模具制造: 高精度修复模具。
- 珠宝: 链条修理、戒指尺寸调整、复杂组件连接。
- 一般制造业: 连接钣金、管道以及需要高精度和速度的各种组件。
激光焊接常用易耗品(易损件)
虽然激光源本身很耐用,但光束传输系统中的某些组件是易耗品,需要定期检查和更换:
-
保护镜/盖玻璃:
- 功能: 这是最常见的易耗品。它是一个透明的光学窗口,位于聚焦光学器件之前,可以保护它们免受焊接过程中产生的飞溅物、烟雾和碎屑的损坏。
- 更换需求: 由于飞溅粘附或吸热,会随着时间的推移变得脏污、浑浊、凹坑或开裂。损坏或脏污的保护镜片会降低激光功率输出,影响焊接质量,并可能导致昂贵聚焦镜片发生灾难性故障。
- 更换方法: 仔细遵循制造商的说明。通常包括停止激光器,进入切割头,小心取出旧的镜片支架/盒,清洁该区域,插入新镜片(仅从边缘操作,通常戴手套),并将其正确固定。
-
喷嘴:
- 功能: 引导屏蔽气体同轴或侧向流向焊接区域,保护熔池免受大气影响。其孔径大小和形状会影响气体流动动力学。
- 更换需求: 可能会因飞溅堵塞、受热或轻微碰撞变形或磨损,影响气体覆盖率,并可能干扰激光束。
- 更换方法: 通常很简单——拧下旧喷嘴,检查螺纹和安装表面是否清洁,然后拧上新的喷嘴。确保使用正确的类型和尺寸。
激光焊接中使用的屏蔽气体
在大多数激光焊接应用中,屏蔽气体至关重要,它可以保护熔焊池和周围热影响区免受大气中的氧气和氮气的影响,这些气体可能导致气孔、脆化和焊接质量差。常用气体包括:
- 氩气 (Ar): 一种惰性气体,广泛用于不锈钢、钛和铝等多种材料。由于其密度高,它提供良好的屏蔽覆盖,并且成本相对有效。
- 氦气 (He): 另一种惰性气体。它比氩气具有更高的热导率,这对于焊接铜和铝等高导电性材料可能是有益的,可以实现更深的熔透或更快的速度。它通常与氩气混合使用(例如,75% Ar / 25% He)以平衡性能和成本。氦气的密度较低,需要更高的流速才能获得相同的覆盖率。
- 氮气 (N₂) : 可用于某些材料,如奥氏体不锈钢,在某些情况下可以改善焊接性能或耐腐蚀性。但是,它在其他材料(如铁素体钢或钛)中会形成不良的氮化物。它通常比氩气便宜。
- 混合气体: 有时使用特定的混合气体(例如,对于某些钢材,氩气中含有少量O₂或CO₂,或Ar/He混合气体)来优化熔池形状、熔透或电弧稳定性(在混合工艺中)。
气体的选择在很大程度上取决于被焊接的材料和所需的焊接特性。
增强安全性: 激光安全屏障


激光焊接系统,特别是高功率激光焊接系统,会发出强烈的辐射(通常是不可见的),直接或散射照射会造成严重的视力和皮肤损伤。为确保操作员安全并符合法规, 激光安全屏障 至关重要,尤其是在自动化或半自动化设置中。这些屏障通常具有:
- 物理围栏: 围绕激光焊接区域的坚固结构,在操作过程中物理上防止人员进入危险区域。
- 激光安全玻璃: 集成到屏障墙中的特殊观察窗。这种玻璃的等级可以阻挡所用激光的特定波长(由其光密度或OD等级表示),允许操作员安全地从围栏外部监控过程。
- 安全联锁: 连接到屏障所有门和面板的机电开关。如果任何门或面板打开,联锁系统会立即发出信号以停止激光发射,防止意外暴露于光束中。
使用设计合理且带有联锁装置的激光安全屏障是保护人员在使用工业激光焊接设备时安全的重要措施。